

小型平面研削盤の基本と加工技術および不二工機製造(FS WORKS)における加工事例

不二工機製造(FS WORKS)保有の黒田精工 GS-BM3
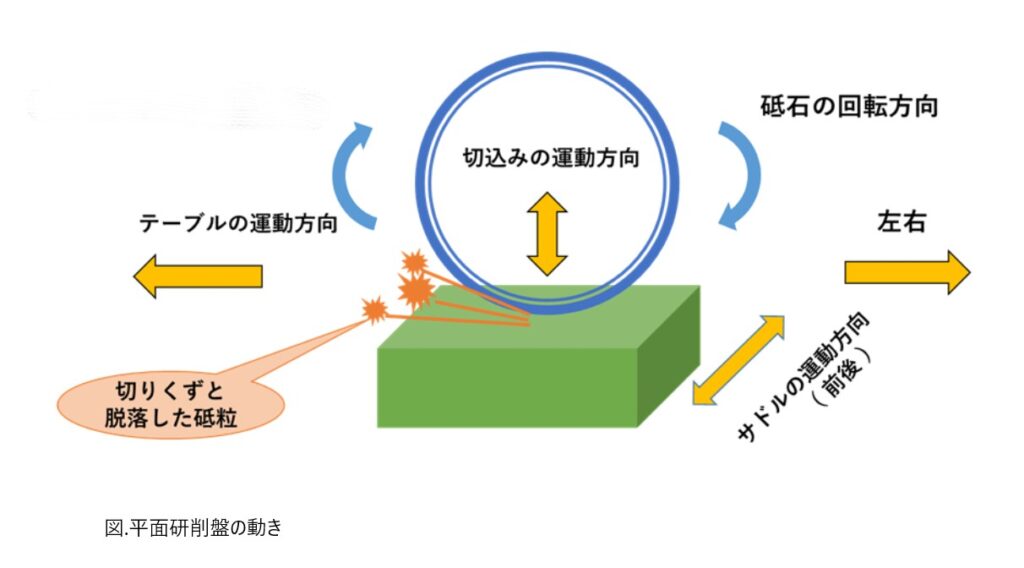
小型平面研削盤は、回転させた砥石とテーブルの往復する動きによってワーク(被削材)の表面の凹凸を少しずつ削り(surface grinding)、高精度な表面加工を行うための工作機械の中でも、比較的小型のものです。なお平面研削盤は、一般的には横軸角テ-ブル型といわれています。
小型平面研削盤には、湿式と乾式の2通りがあります。湿式は水や研削液をワークにかけ、冷却や潤滑性を保ちながら加工します。乾式は名前の通り液体を一切使用せず、直接、砥石を被削材に当てて加工します。
いずれも小型平面研削盤を用いることで、ワークの厚さを調整しながら高い平面度と平行度に仕上げることができます。また平面・側面加工のほか、ワークに角度をつけた加工も可能です。
不二工機製造(FS WORKS)では、小型平面研削盤は乾式を採用していますが、中型・大型平面研削盤は湿式を採用しており、それぞれ用途に応じて使い分けています。
この記事では「小型平面研削盤について知りたい」「加工先を探している」といった幅広い方々に向け、小型平面研削盤の基本と加工技術および不二工機製造(FS WORKS)における加工事例をご紹介します。
目次
研削加工のメリットとデメリット

焼き入れ後の加工(材質:SKD11、HRC60~63)
小型平面研削盤は、小さなパーツを多品種少量生産したいときや、2個以上のワークを同時に研磨して最終品の高さを合わせたいときなどに有効活用できます。ただし使用上のメリットとデメリットを把握することが重要ですので、以下に解説します。
小型平面研削盤のメリット
- ワークの厚さ・平面度・平行度を高い精度で加工できる
- 高い要求の表面粗さが可能
- 同時加工により、複数のものを同じ高さに揃えられる
- モリブデン・インコネル・チタン・SKD・SKH・超硬材などの難削材の加工が可能
小型平面研削盤のデメリット
- ビビリの発生・焼き付き・砥粒の食い込みなどが起こることがある
- 取り代が多いと時間がかかる
砥石について

各種 砥石
小型平面研削盤では加工物の材質によって、最適な砥石を使い分けます。
砥石の構造と種類について、以下に解説します。
砥粒の構造
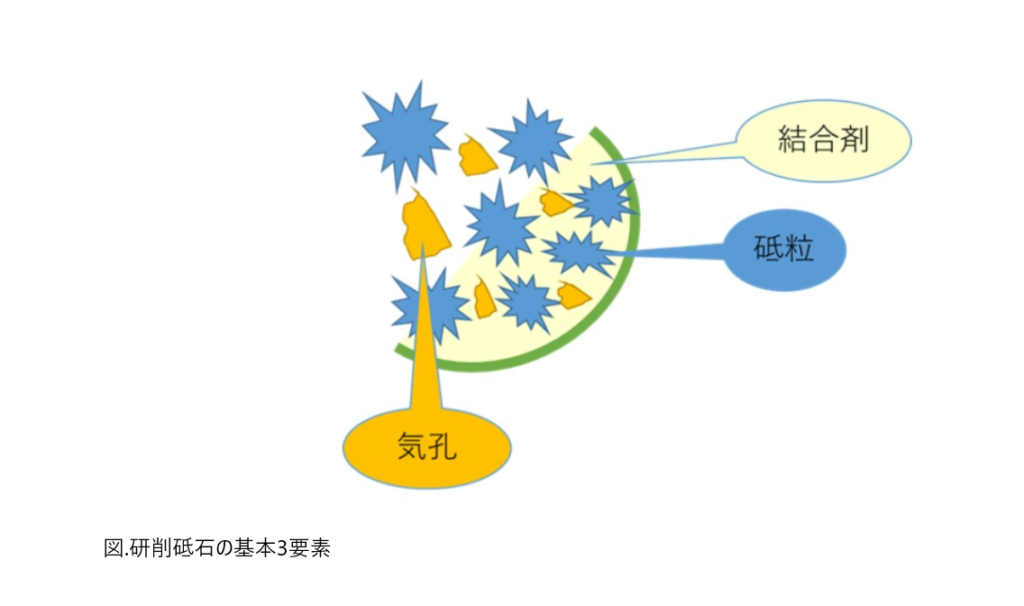
砥石とは、微細な石を密集させて固めた工具です。砥粒(とりゅう)と結合剤、気孔(きこう)の3つの要素で成り立っています。
一粒一粒の砥粒が、切削でいう切刃の役割を担っています。砥石を回転させながらワークに接触させることで、ワークが微量ずつ削られていきます。
砥石の硬さを結合度といい、結合剤の密集度合いで決まります。気孔部分は、加工時における砥石の冷却や切りくずの排出のためにあります。
砥粒は摩耗すると抵抗が大きくなり、一部が欠けて新しい砥粒が表面に現れます。この現象を自生発刃(じせいはつじん)といい、これにより一定の切削性がキープされる仕組みとなっています。
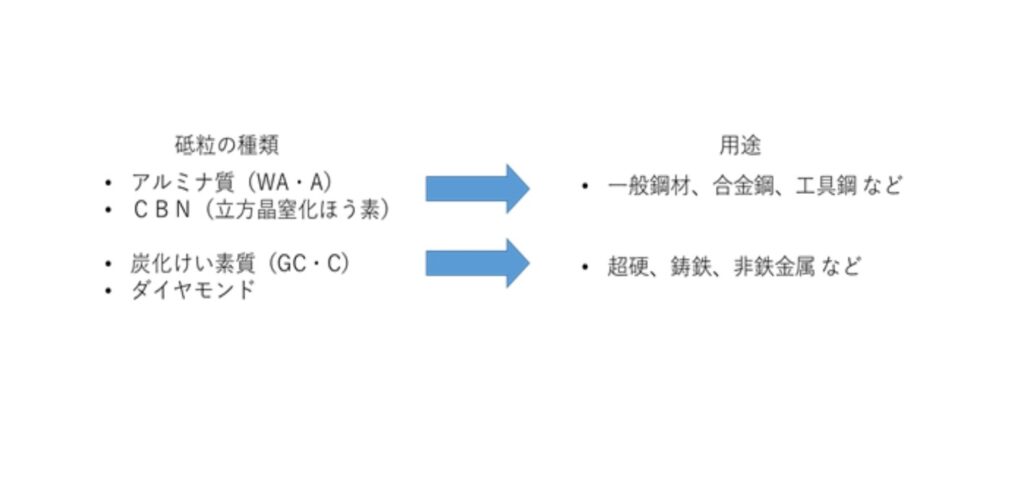
砥粒の種類
小型研削盤における加工の注意点

熟練作業者による作業風景
砥石の加工不良の原因と対策
ここまで砥石の基本について触れましたが、砥石は平面研削の成否を分ける重要な工具です。加工条件に応じて適切な砥石を選ばないと、さまざまな不具合を起こしてしまうためです。以下に、砥石による加工不良の原因と対策について解説します。
目こぼれ
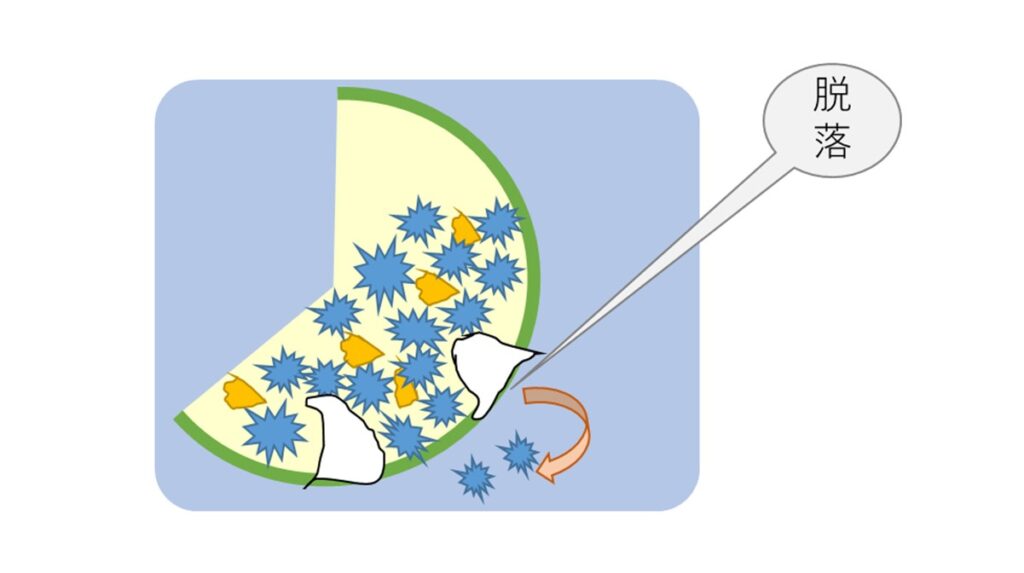
目こぼれとは、砥粒が過剰に脱落していく現象のことをいいます。設定した加工条件に対して砥石が柔らかすぎるときや、研削速度が速すぎるときに起こりやすいので、原因を見極め対策します。
- 仕上がり面が粗くなる
- 砥石の摩耗が早くなる
対策
- 砥石を硬くする(結合度を高くする)
- 切り込み量を小さくして、少しずつワークを削る
- 回転数を速く、送りは遅くする
- 砥石を新品にする(外径の大きさを保つ)
目つぶれ
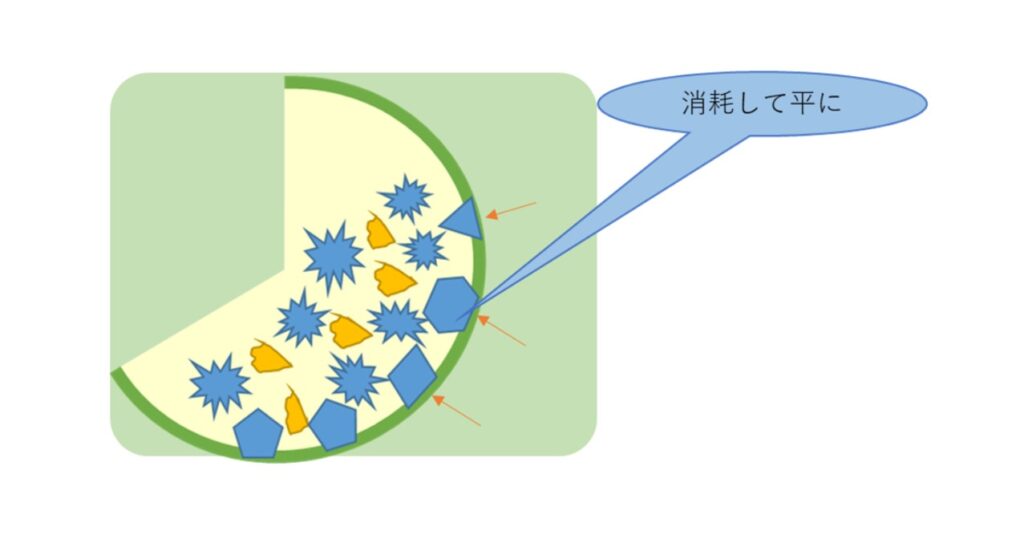
目つぶれとは、砥粒が平たく消耗して欠けや脱落もせず、切れ味が悪くなる現象のことをいいます。目つぶれを起こさないよう、適切な研削速度を設定することが基本ですが、目つぶれを起こしてしまった場合は、砥粒の角を取り戻す対策が必要となります。
- 目つぶれを起こすとワークとの摩擦が起き、ワーク表面が高温になる
- 仕上がり面の曇りや焼けたような面になる
対策
- 砥粒を大きく(粒度を低く)する
- 切り込み量を大きくする
- ドレッシング(砥粒の突き出しを再生する作業)をする
目づまり
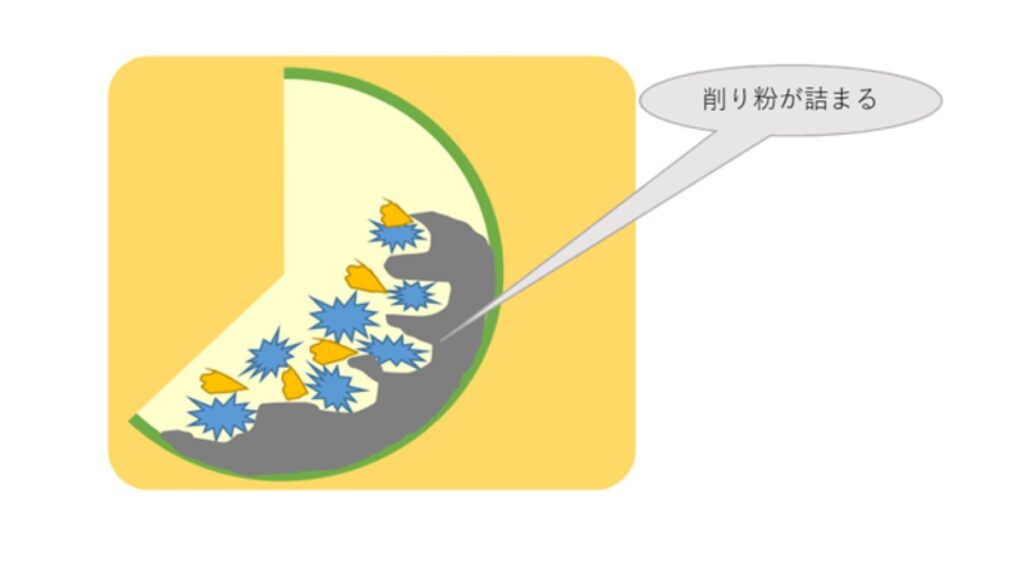
目づまりとは、砥粒の気孔に切りくずが詰まり、ワークを削れなくなる現象です。ワークと砥石の間の抵抗力が大きくなることで振動を生み、びびりの原因となってしまいます。基本的には目つぶれの発生時と同様の対策を行いますが、いずれにしても適切な対策が欠かせません。
- 仕上がり面の曇りや波のような模様が現れる
対策
- 砥粒を大きく(粒度を低く)する
- 切り込み量を大きくする
- ドレッシング(砥粒の突き出しを再生する作業)をする
- 湿式で加工する
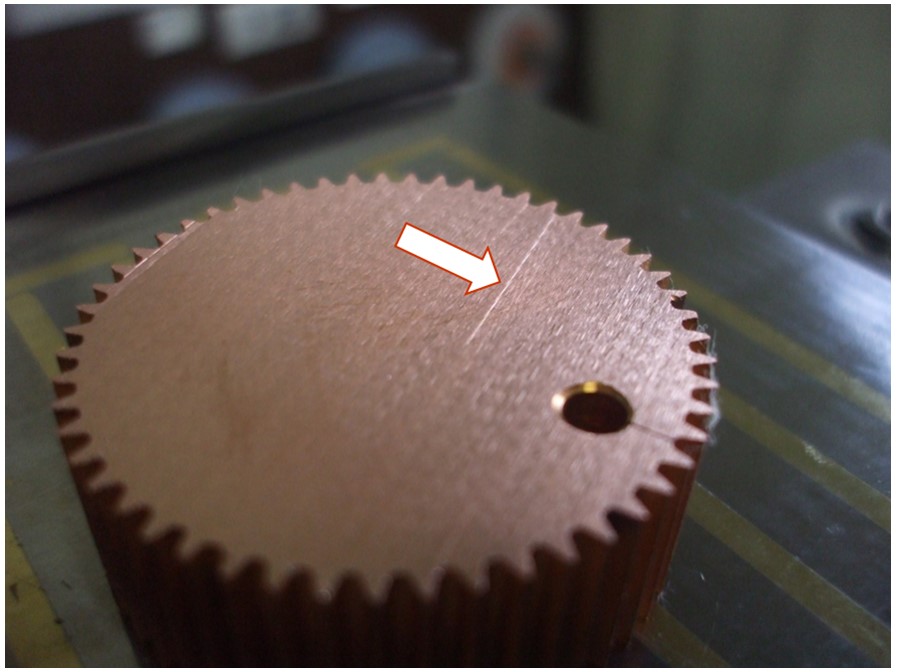
研削ヤケ
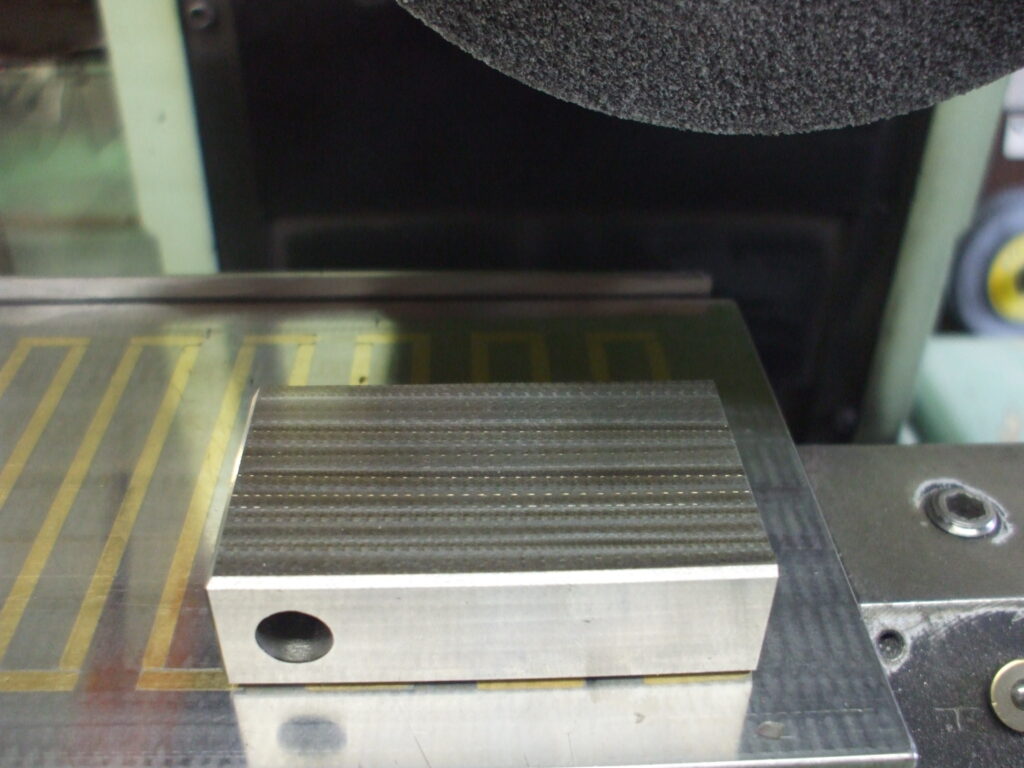
黒いスジの部分
研削ヤケを起こしたワークはとても高温になるので、ワークの歪みや膨張が起こり焼けた面になります。目つぶれ・目づまりの発生時に起こりやすい症状です。研削ヤケを起こしている際は、ワーク表面が変色するほか、研磨している時の音も変化します。
また、研削面にかかる負荷が大きくなるので、ワークが飛ばされることもあります。平面度が悪くなり、熱で膨張した状態で加工していくと、常温になった時に金属が収縮することで寸法がマイナスになります。
対策
- 砥石の切り込みを小さくする
- 粒度の粗い砥石を使用する
- 柔らかい砥石を使用する(結合度の低いもの)
- ワークに大きな熱をこもらせないようにする
びびり
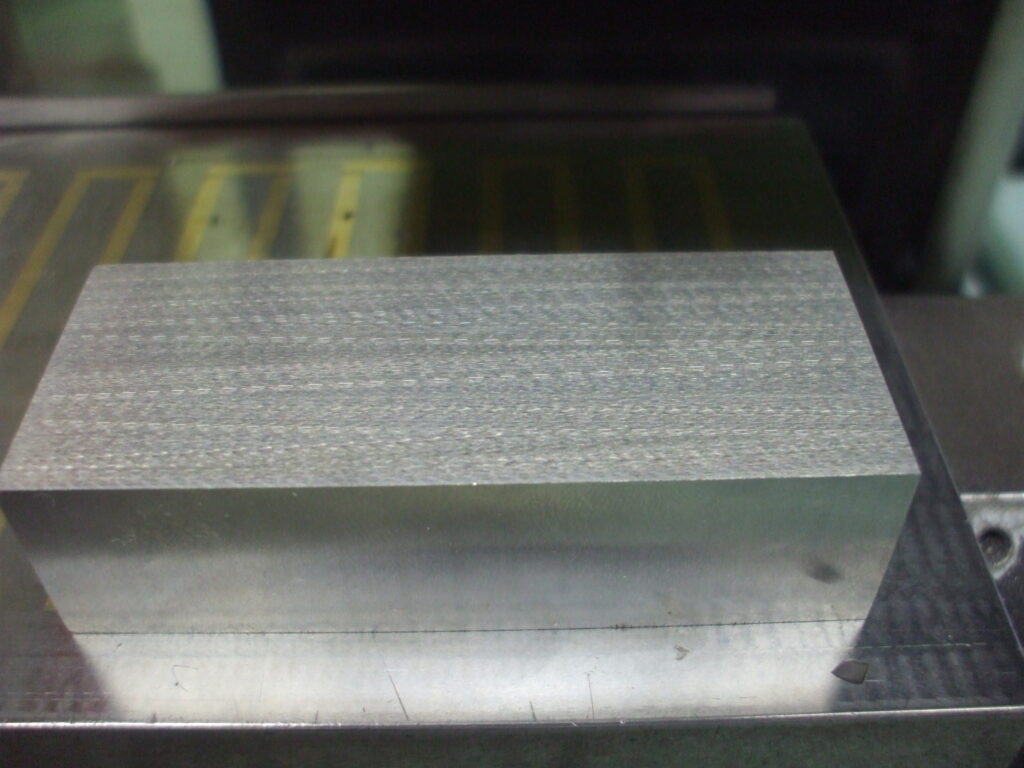
点線状の模様
びびりは、その名の通りびびった面になります。砥石が過剰な振動を起こすことで、波状の研削面が現れてしまいます。
びびりの発生理由として、主に砥石の切れが悪い時・砥石のバランスが悪い時・ワークの取り付けバランスが悪い時が挙げられます。
対策
上記の理由により起こったときは、ツルーイングをして砥石のホイールバランスを整える。ワークの取り付け方を安定した方向に持っていく。
柔らかい砥石に変えてみることも良いかもしれません。
スクラッチキズ
スクラッチキズは、切りくずや砥粒が研削部分(砥石とワークのあいだ)に入り込んで噛んでしまった時に起こります。スクラッチキズの発生は、ワークの材質に左右されることもありますので、適切な加工条件の見極めが重要です。
対策
ドレッシングの時に砥石に切り込みを与えないで砥粒を確実に取り払い、加工時の切り込み量を少なくして負荷を減らすことで防ぎます。
不二工機製造(FS WORKS)では、熟練作業者による加工により、これらの事象に対して万全を期しています。
不二工機製造(FS WORKS)小型平面研削盤(乾式)の保有設備
不二工機製造(FS WORKS)では、小型平面研削盤(乾式)2台、平面研削盤(湿式)6台を完備。小物・大物の単品研磨から複数個同時研磨加工、角度、溝研磨まで、お客様のニーズに合わせて対応します。自社に設備がない、空きがない、短納期対応など平面研削でお困りの方は、ぜひ当社にお気軽にお問い合わせください。
| 機械種類 | メーカー | 型式 | 加工範囲 |
| 成形研削盤 | 黒田精工 | GS-BM3 | 500×150×185 |
| 成形研削盤 | 黒田精工 | GS-BM2 | 500×150×185 |
小型平面研削盤で実際に加工できるワークの大きさは、最大で100×100×200 mmほどとなりますが、大型平面研削盤を含めると500×150×185 mmまでの加工ができます。
実現したい加工形状や寸法精度、材質などに合わせた加工にお応えします。小型平面研削盤を活用した当社への加工依頼を検討される場合は、一度ご相談ください。
なお、これまでに加工実績のある素材としては、生材・焼き入れ材・超硬・アルミ・鋳鉄・銅・真鍮・コーティング品などがあります。
不二工機製造(FS WORKS)の小型平面研削盤(乾式)での加工可能な面粗度と寸法精度

ミツトヨ製 サーフテスト(表面粗さ測定機)による測定
不二工機製造(FS WORKS)では加工上の困難をできる限り排除し、面粗度の向上に努めています。また小型平面研削盤(乾式)では面粗度の限界値が低いので、湿式による加工も対応しています。
面粗度
不二工機製造(FS WORKS)の小型平面研削盤(乾式)で実現できる面粗度は、標準でRz 2程度になります。実際には湿式も完備していますので、これ以上の面粗度も対応が可能です。
寸法精度
不二工機製造(FS WORKS)の小型平面研削盤(乾式)で実現できる寸法精度は、標準で±0.003mmまでとなります。実際には、ワークの大きさにもよります。また、お客様のご希望に応じて三次元測定による精度確認も行い、品質保証をした上で検査成績表と一緒に納品いたします。
生産管理に紐付いたトレーサビリティシステムを確立し、調達から生産・納品に至る工程ごとのデータを取得・管理し、正確で安心な製品をご提供しています。
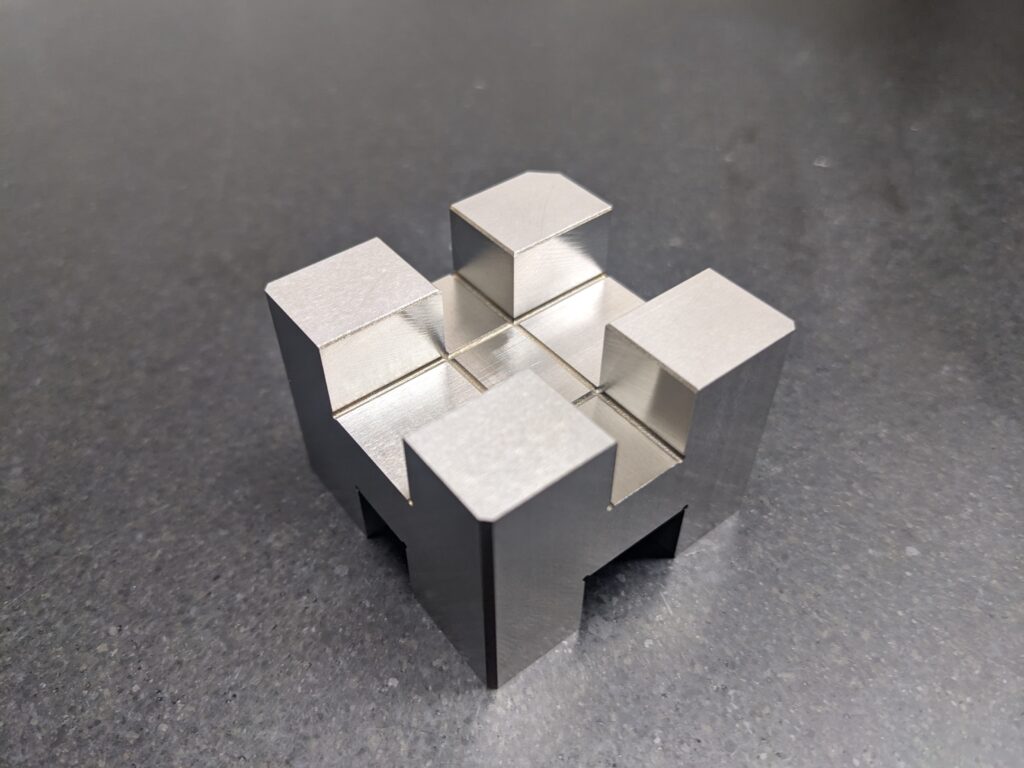
製作事例
ここに製作事例を挙げます。こちらの図は、六面研磨と溝研磨による加工図になります。
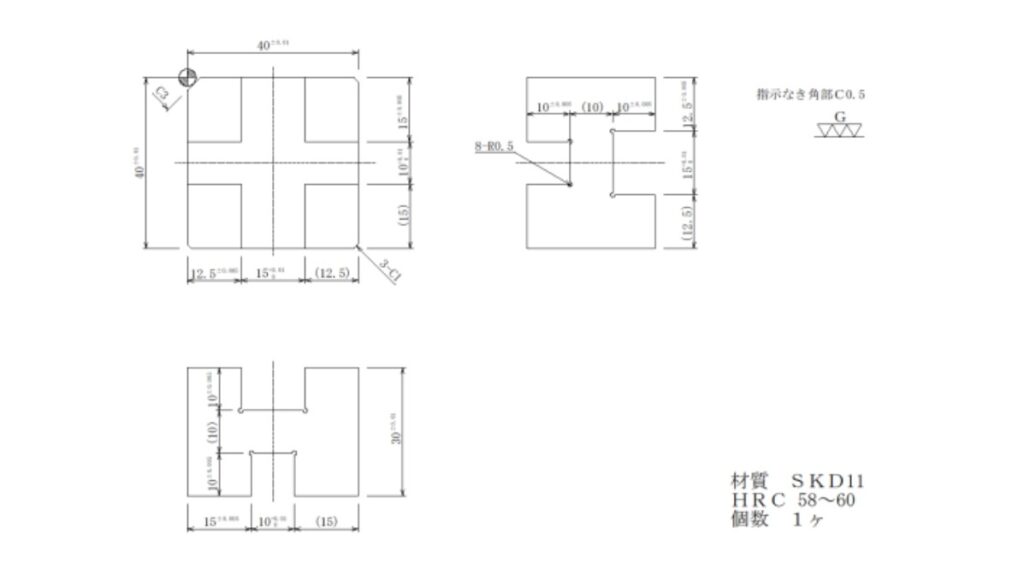
オモテの形状とウラの形状の対称度が±0.005以内で出ています。
平行度は、±0.002μ以内で出ています。
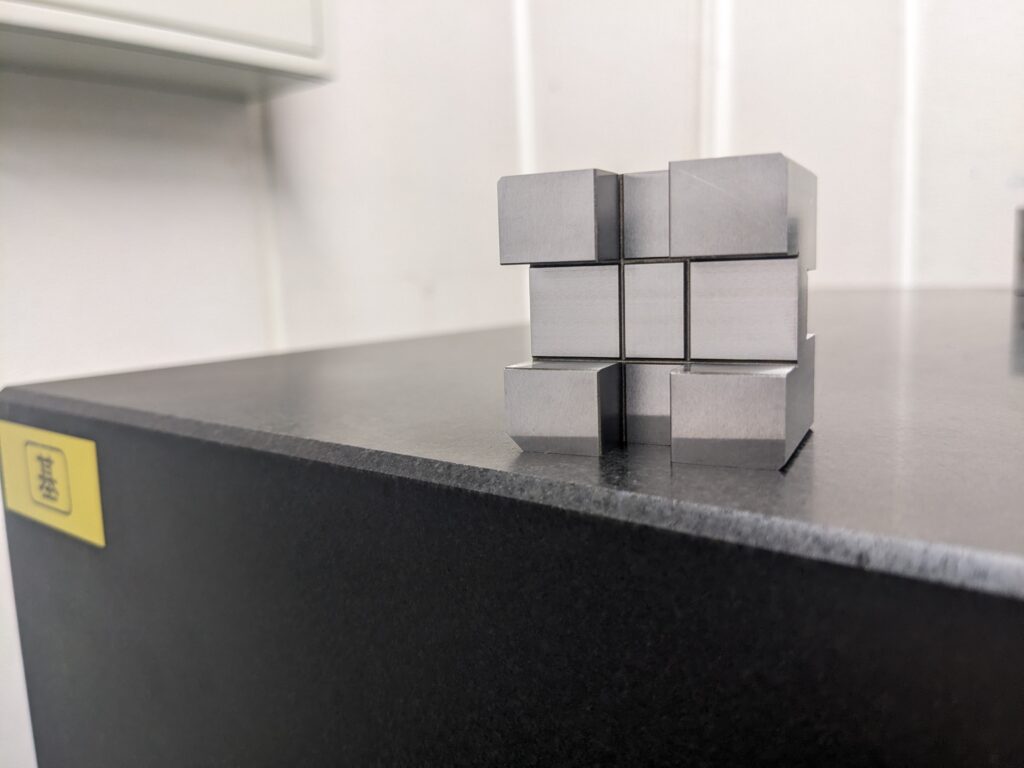
直角度は、±0.003μ以内で出ています。
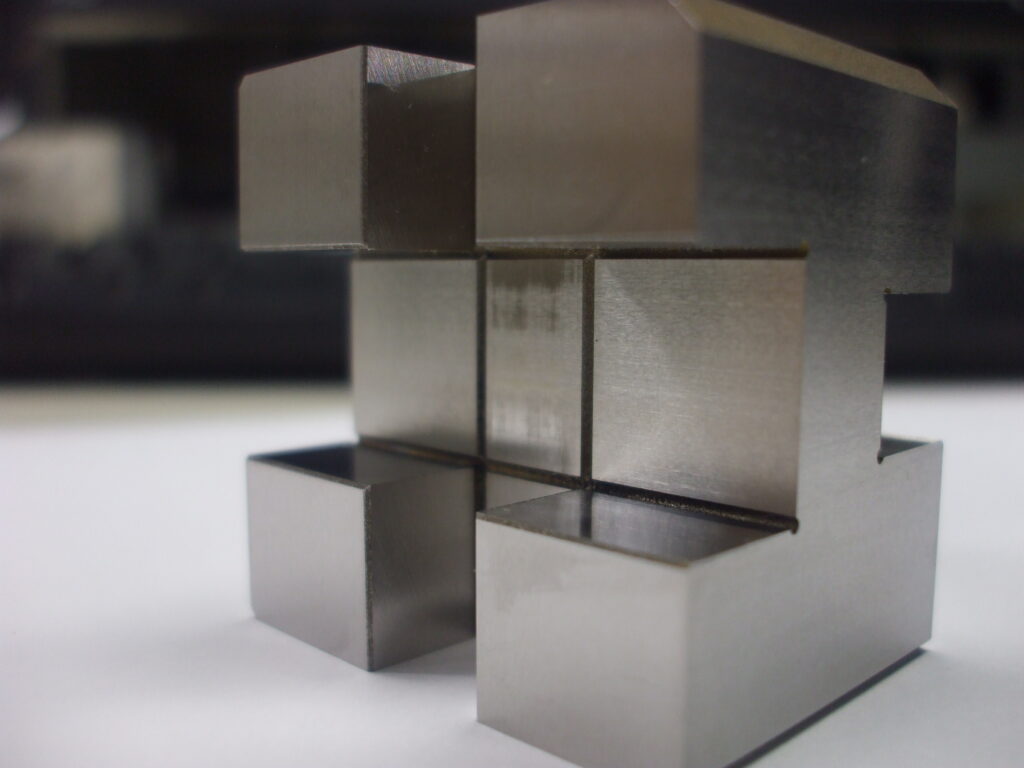
面粗度は上下面側Rz3.2、溝側面Rz6.3になります(乾式にて製作)。
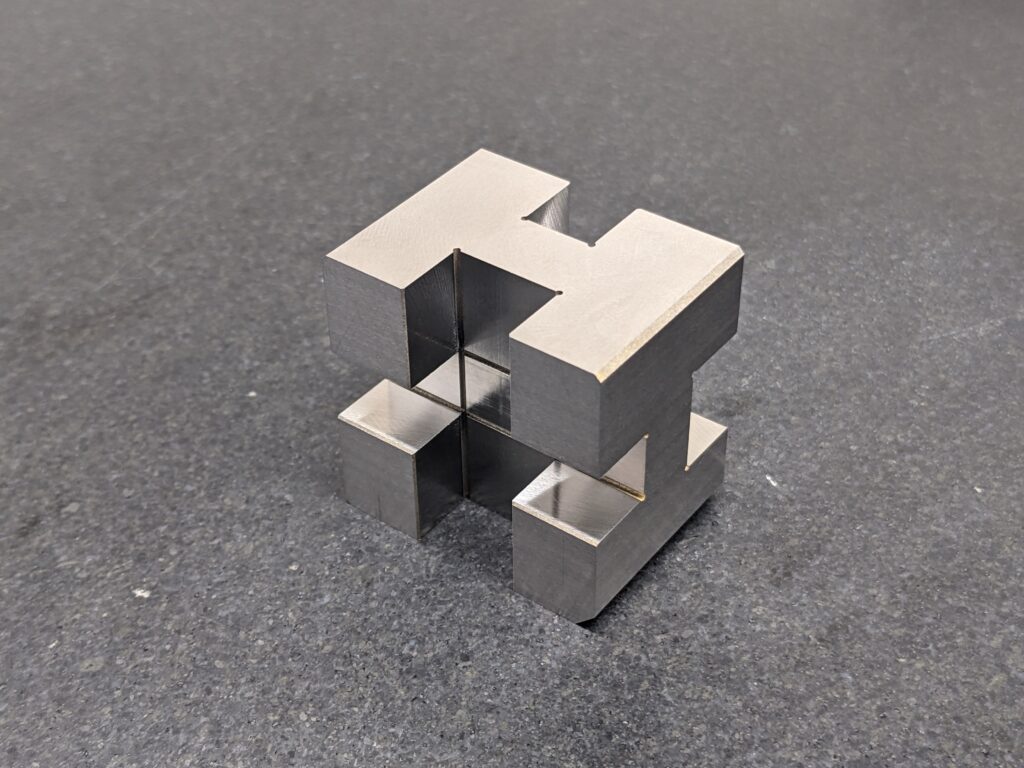
加工時間は90分です。加工寸法データはこちらになります。
これはあくまで一例にすぎません。
また面粗度の要求が高いものには、湿式の平面研削盤で対応可能です。
不二工機製造(FS WORKS)ではお客様の要望に応えるべく努力し、さまざまな加工にTRYしていきます。
まとめ
このブログでは小型平面研削盤について解説してきました。また、不二工機製造(FS WORKS)には湿式の平面研削盤も複数台あり、さまざまな研削加工に臨機応変に対応しています。
そんな平面研削をはじめとした加工や、治具・金型部品の設計・製作のご依頼をお考えなら、ぜひ当社をご利用ください。まずはご相談からでも、気軽にお問い合せください。
平面研削について不二工機製造(FS WORKS)に問い合わせてみる
この記事をシェアする
 Facebook
Facebook X(旧Twitter)
X(旧Twitter) LINE
LINEこの記事を書いた人
- 2026年2月19日NEWS額縁
- 2026年1月5日ブログリバースエンジニアリング
- 2025年12月3日NEWS年末年始休業のお知らせ
- 2025年11月28日NEWS消火訓練
 053-441-5566
053-441-5566