

ファインブランキングの歴史

ファインブランキング、対向ダイス加工部品
ファインブランキングの歴史とは?創成期から現在まで。
目次
ファインブランキングは精密せん断加工の代表的な工法
精密せん断加工とは、一般せん断加工で生じる図(b)のようなせん断面の欠陥を抑制して、図(a)のような理想に近い平滑なせん断面を得るための加工法です。
精密せん断加工の工法としては、仕上げ抜き法、シェービング法、ファインブランキング法、対向(たいこう)ダイス法などがあります。

引用:プレス技術第34巻6号(1996年5月号)P26 近藤一義/広田健司
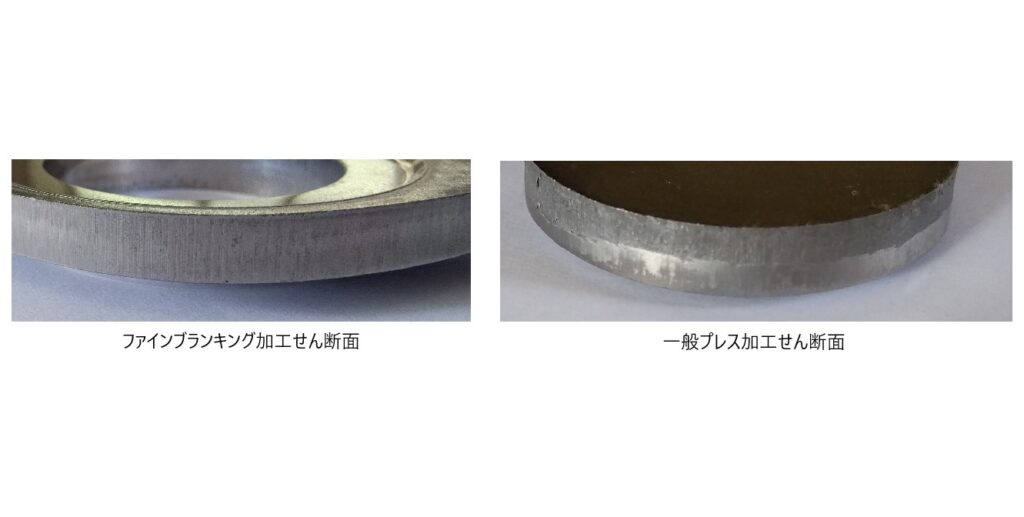
精密せん断加工には、切削機構で平滑なせん断面を得る方法と圧縮力を加えることで被加工材の亀裂を防ぐ二つの方法があります。そのうち、ファインブランキングは後者を代表する精密せん断加工法です。
古くて新しいファインブランキングの歴史
ファインブランキングの工法が日本に紹介されたのは1959年ですが、その本格的な普及は自動車部品加工に用いられるようになった1970年代からでした。
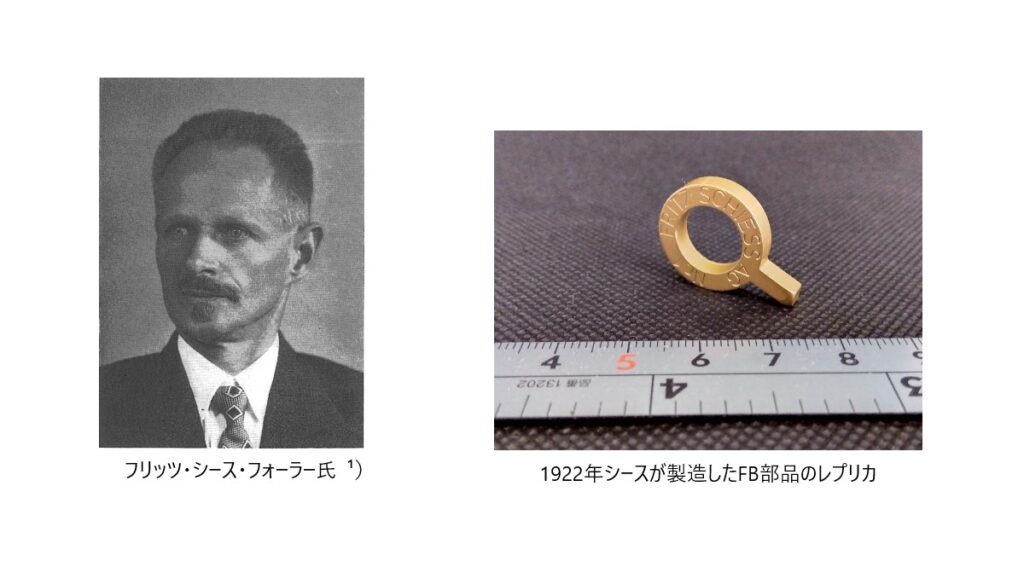
そのため、ファインブランキングは比較的新しい加工法と考えられることが多いのですが、実際はスイス人のフリッツ・シース・フォーラ―氏によって1920年代に開発された技術で、100年以上の長い歴史を持っています。
以下に、ファインブランキングを中心に日本で発明された対向ダイス法の歴史も加え、その創成期から現在までを紹介します。
ファインブランキング(以下、FB)の歴史
【1920年】
フリッツ・シース・フォーラーがシース社 を設立し、金属加工用油圧せん断装置(FBプレス)の開発を開始。ドイツMAN社が製造を引き受け、翌年に完成。
【1924年】
アメリカで金型製造業のムーア社が設立され、1932年に自社用にジグボーラーを製造、1934年に外販開始。
【1922年】
フリッツ・シース・フォーラー氏の発明した金属用油圧せん断装置が、ドイツのライヒ特許局で特許を取得。その後スイス、フランス、イギリス、アメリカで特許を取得(シース社はFB部品の受託加工のみを行い、金型やFBプレスの構造は社外秘とし公表を行わなかったため、FB技術の商業化は1950年後半まで実現されなかった)。
【1950年初頭】
シース社から独立した技術者が中心となり、シュミット社、ヒドレル社、エッサ社(いずれもスイスのメーカー)などでFBプレスの試作機の開発を開始。
【1956年、1957年】
シュミット社とヒドレル社は、従来のプレスに油圧装置を付けた試作機を開発し、少量のFB部品加工を開始。
【1959年】
ファインツール社が設立される。
ヨーロッパ留学中の工藤英明博士は、スイスで日本人として初めてFBの情報に接する。
【1961年】
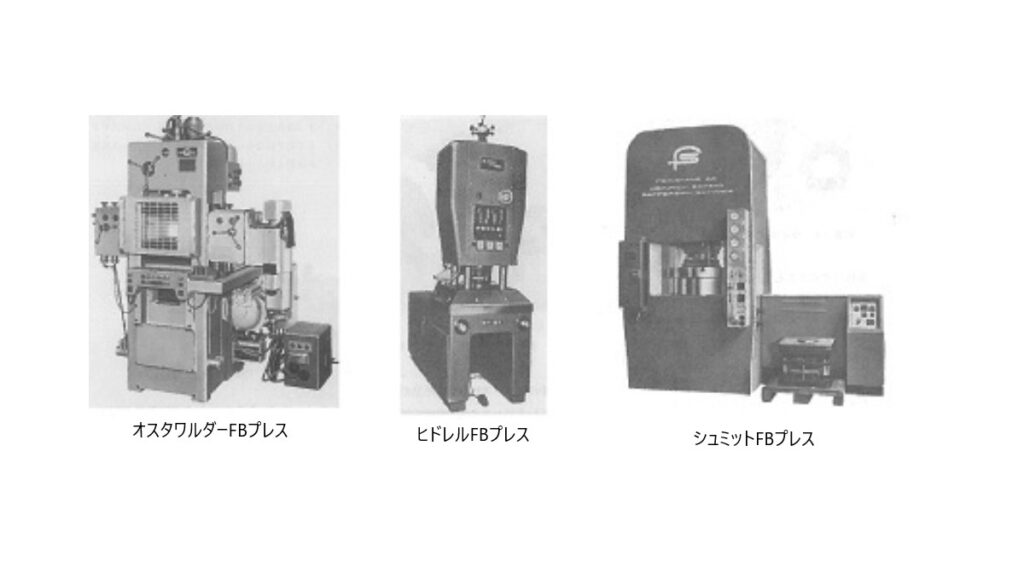
ファインツール社(スイス)はメカニカル駆動のFBプレスの製造を開始(オスターワルダー社のOEM機)。ヒドレル社はFB専用プレスの販売を開始。
初期のFBプレス ²)
【1964年】
株式会社三井三池製作所が、ヒドレル社と技術提携しFBプレスの製造を行うことを決定。
シュミット社が FBプレスをハノーバー見本市に出品。
ファインツール社がK32tf型FBプレスを第2回東京工作機械見本市に出品。
【1965年】
ブラザー工業株式会社が、ファインツール社より80tfFBプレスを日本で初めて導入し、ミシン部品の製造を開始。
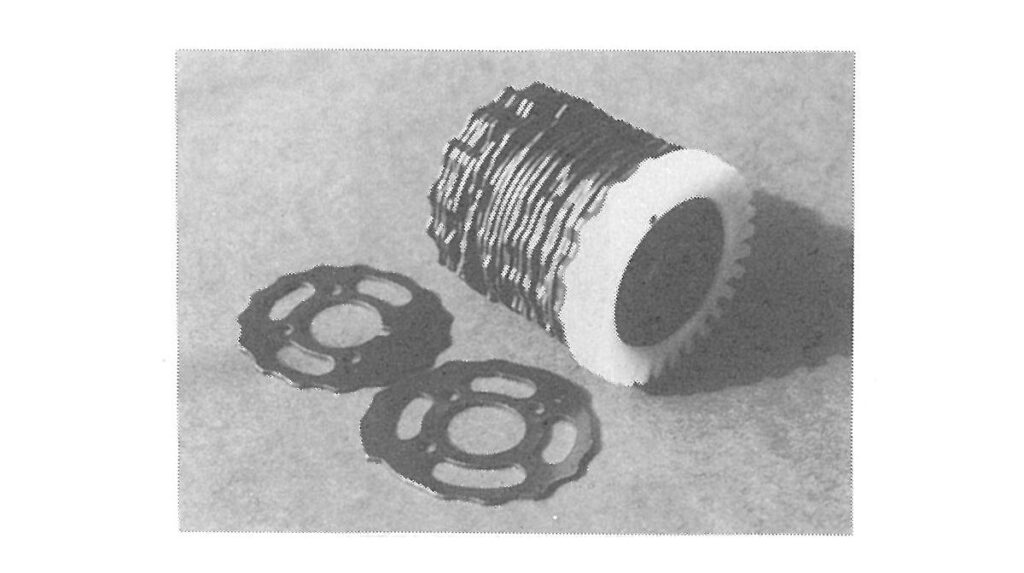
FB加工されたカム ³)
ヒドレル社と技術提携した株式会社三井三池製作所が、FB専業メーカーとして株式会社東洋精密プレス工業を設立。ヒドレル製63tfと125tfFBプレスを導入しFB部品の受託加工を開始。
【1966年】
株式会社曾田鉄工所(現アイダエンジニアリング株式会社)が国産1号機となる50tf横型FBプレスを開発。

鈴木自動車工業株式会社(現スズキ株式会社)がシュミット製250tfFBプレスを導入し、オートバイ用スプロケットのFB加工を開始。

【1967年】
株式会社日協製作所がファインツール社とFB金型の技術提携を締結。
ハッピー金型工業株式会社と日本電装株式会社(現株式会社デンソー)がヒドレル製100tfFBプレスを導入。
静岡大学の近藤一義教授(現豊田工業大学名誉教授)が対向ダイスせん断法を考案
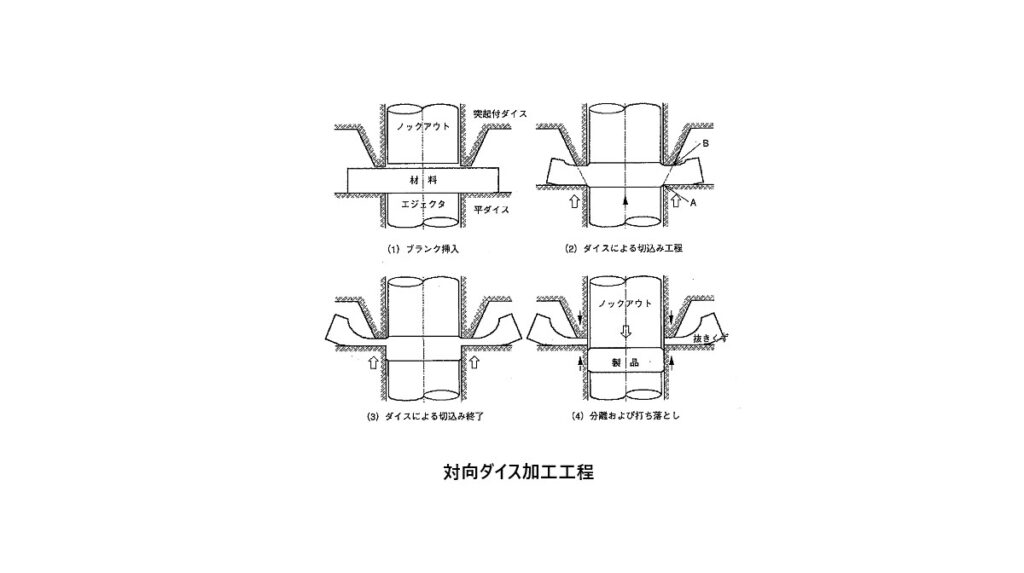
引用:プレス技術第40巻第7号(2002年7月号)特集 最新・せん断加工P28 永安伸行
【1968年】
鈴木自動車工業株式会社と静岡大学の近藤一義教授は共同研究により、対向ダイスせん断法の開発に成功し、国内及び欧米9カ国で特許を取得。
ロレンツ社が油圧式横型FBプレスを開発。

【1969年】
パリの国際見本市にシュミット社、ヒドレル社、ファインツール社、ロレンツ社がFBプレスを出品。アジエ社はワイヤー放電加工機を出品。
エッサ社と大阪機工株式会社(現ニデックオーケーケー株式会社)が技術提携し、OKKエッサFBプレスの販売を開始。
【1970年】
鈴木自動車工業株式会社が、上瀧圧力機株式会社(現コータキ株式会社)と技術提携を行い、対向ダイスプレスの製造を開始。
株式会社瀬良精工舎(現株式会社セラ)がFBプレスを導入。
アイシン精機株式会社(現株式会社アイシン)がFBプレスを導入し、FB技術開発を開始。
【1971年】
近藤一義教授と鈴木自動車工業株式会の渡辺亮氏が、CIRP(College International Pour La Recherche En Productique:国際生産工学アカデミー)で対向ダイスせん断法の講演を行う 。
中庸スプリング株式会社がロレンツ製横型180tfFBプレスを導入。
昭和精工株式会社がFB型の製作を開始。
【1972年】
イギリスの見本市で、ムーア社がFB型製造に最適なNC治具研削盤を発表。
アイダエンジニアリング株式会社は日本モナーク社を設立し、FB部品の受託加工を開始。
ファインツール社が『ファインブランキングハンドブック』を出版。
【1973年】
鈴木自動車工業株式会社は、上瀧圧力機株式会社との共同出資により、精密せん断(FB・対向ダイス加工)専業メーカーとなる日本対向ダイス株式会社を設立。
ファインツールジャパン株式会社が設立される。
ロレンツ社がFBプレスの販売をファインツール社に委託、その後FBプレス製造より完全撤退。
須川工業株式会社がFBプレスを導入。
【1975年】
平田プレス工業株式会社(現株式会社エイチワン)がヒドレル製200tfFBプレスを導入。
【1976年】
鈴木自動車工業株式会社と上瀧圧力機株式会社の提携解消により、日本対向ダイス株式会社が解散(対向ダイスプレス製造実績10台、外販4台、社内設置6台にとどまる)。
【1977年】
サンスター技研株式会社が、当時国内最大となるファインツール800tf
FBプレスを導入し、オートバイ用リヤスプロケットのFB加工を開始。
【1978年】
秦野精密打抜き工業(現株式会社秦野精密)が設立される。
鈴木自動車工業株式会社は、川崎油工株式会社と技術提携し、日本対向ダイス株式会社(後に株式会社エステック)を再開。FB・対向ダイス加工のほか、中空押し出し成形の機能を加えた新しい対向ダイスプレスを開発し販売を開始。
JIS5号引張り試験片打抜き用の70tf対向ダイスプレス1号機を、日本鋼管株式会社(現JFEホールディングス株式会社)に納入。

【1979年】
株式会社山本製作所がエッサ社製250tfFBプレス2台を導入しFB加工を開始。
【1980年】
ドイツ技術者協会がFBに関する工業指針「VDI3345」を発表。
【1981年】
不二工機製造株式会社は、日本対向ダイス株式会社の指導を受け、対向ダイス型の設計・製作を行った。
・対向ダイス型側面図-1024x573.jpg)
【1982年】
平田プレス工業株式会社の協力のもと、森鉄工株式会社は通商産業省(現、経済産業省)の「新技術開発資金」の融資を受け160tfFBプレスを開発、平田プレス工業株式会社と共同で販売会社のファイン・メカニカルエンタープライズ株式会社を設立。
メカニカル駆動のFBプレスメーカーのオスタワルダー社が、油圧式250tfFBプレスを発売。
【1983年】
日本対向ダイス株式会社と川崎油工株式会社は、FB専用プレスを開発し販売を開始。
【1984年】
ファインツール社は創立25周年を記念してスイスで国際シンポジウムを開催。
世界23カ国より、学者、技術者、経営者などが参加した。
【1985年】
アイシン精機株式会社は、シェービング工程を含むFB順送型を導入し、
シートリクライナー用の小モジュールギヤのFB加工を開始。
ファインツール社がCNC装置付きFBプレスを発売。
【1986年】
三菱長崎機構株式会社が、オーストラリアのレプコ社と技術提携を結び、
レプコ社が開発した単機能FBプレスの製造を開始。
森鉄工株式会社のFBプレスの販売に日本鋼管株式会社が参加。
【1989年】
日本金属プレス工業会が『ファインブランキング加工の理論と実際』を出版。
【1992年】
株式会社エステックは、FBプレス・対向ダイスプレスの販売を川崎油工
株式会社に委ね、プレスの販売より完全撤退。FB部品、FB型の販売に特化した。
不二工機製造株式会社がFB型の設計・製作を開始。
【1997年】
ヒドレル社がシュミット社を吸収合併。
【1998年】
株式会社エステックが差圧式対向ダイス法でラウンドリクラ用ロックアギヤを生産。

日刊工業新聞社が中川威雄著『ファインブランキング精密打抜きの理論と実際』を出版。
【1999年】
ヒドレル社が、ヒドレルFBプレスとシュミットFBプレスの販売をファイン
ツール社に委託したが、ファインツール社はヒドレルFBプレスとシュミットFBプレスの販売を行わない決定をした。
【2001年】
株式会社日協製作所が事業閉鎖。
【2002年】
株式会社エステックと川崎油工株式会社がFB加工における技術提携を解消。
【2004年】
株式会社根上シブヤは、ファインツール社と製造契約を結び、FBプレスのOEM生産を開始。
【2005年】
株式会社東洋精密プレス工業は株式会社サンモールドと統合し、株式会社三井
三池製作所と合併。三井三池製作所の社内カンパニー東洋精密プレス工業となる。
その後、三井三池製作所精密機器事業本部に改称。
【2006年】
ファインブランキング技術研究会が設立される。
アサイ産業株式会社が、リンクモーションFBプレスを開発。
【2010年】
ファインブランキング技術研究会が『ファインブランキングハンドブック』を出版。
【2012年】
株式会社スズキ部品製造が株式会社エステックを吸収合併。
【2013年】
不二工機製造株式会社がファインブランキング技術研究会に入会。
【2015年】
日本最大手のFB部品メーカーである株式会社山本製作所が、株式会社トウチュウのグループ会社となる。
【2021年】
ファインツール社(スイス)が、日本でのFBプレス・FB型の販売権をファインツールジャパン株式会社から株式会社イリスに移管 。
FBの現状
FB加工は、3つの独立した油圧源を持つ高精度・高剛性のFBプレスを使用することで、精密せん断に加え鍛造、絞り、曲げなどを含む複合成形加工が可能です。
その特徴を生かし、近年では高精度度なFB複合成形部品が、FB順送型により数多く生産されています。


FB順送型 FB複合成形部品
FB加工は、部品点数の削減、軽量化、強度アップなどに有効で、コストや安全性の要求に厳しい自動車部品製造に最適な生産技術として、自動車業界で数多く採用されてきました。しかしながら、FBプレスは商業的には必ずしも成功したといえません。
ヒドレル社、シュミット社、ロレンツ社、エッサ社、川崎油工株式会社など多くのプレスメーカーがFBプレスの製造から撤退しています。そのため2002年以降 、世界的に入手可能なFBプレスは、ファインツール(オスタワルダー、SMGのOEM)と森鉄工株式会社の2社製のみとなりました。
対向ダイスプレスは、上瀧圧力機株式会社と川崎油工株式会社の2社により計31台製造されました。しかし、その多くが老朽化によりすでに廃棄されていて、本記事の執筆現在で稼働している対向ダイスプレスはごくわずかです。川崎油工株式会社は対向ダイスプレスの製造からも撤退しているので、現在では対向ダイスプレスを入手することはできません。
近年では精密成形プレスやサーボプレスを使用して、平滑なせん断面を持つ高精度なプレス部品を加工することが可能となりました。そのため、FBの優位性は少なくなっているともいわれています。
FBのさらなる普及にはデメリットの解消が必要
多くのメリットを持つFBですが、デメリットもあります。精密成形プレスやサーボプレスでのプレス加工技術が向上するなかで、FBの優位性を保つには、そのデメリットの解消が必要です。
FBのデメリットは以下の通りです。
- 高額な専用プレス、金型が必要
- 油圧式FBプレスはプレス加工速度(SPM)が遅い
- 工法上、製品、スクラップの抜き落としができないため、型上の製品、スクラップの搬出をエアーブローで行うことが多く、騒音、オイルミストが発生する
- エアーブローで搬出すると、製品に打痕や圧痕が付きやすい
- 油圧式FBプレスはエネルギー消費量が多い
- 油圧式FBプレスは作動油の定期交換やパッキン定期交換など、メンテナンス費用が高額になりやすい
プレスメーカー、ハンドリング装置メーカー、金型メーカー、FBプレスのユーザーなどで、FBのデメリット解消にさまざまな取組みが行われています。
FBプレスの高速化に対応したFB型とは
プレス加工速度(SPM)が遅いとされているFBプレスですが、従来機と比べの大幅にSPMが向上した機種も出現しています。
最近の高速FBプレスのspm
サーボ駆動機械式FBプレス 150tf 200spm, 250tf150spm
油圧式FBプレス 400tf 100spm,700tf 85spm,880tf 70spm,1100tf 60spm
引用:feintool technologic AG
上記spmはメーカーカタログ値です。実際は加工条件によってspmは変動します。
FBプレスの高速化はせん断速度の上昇を伴います。せん断速度が上昇すると被加工材の変形抵抗が上がるため、FB型への負荷応力が大きくなります。また被加工材の発熱量も大きくなります。被加工材の熱はFB型に伝導して型変寸を引き起こします。
むやみにFB加工速度を上げることは、早期の金型損傷や製品の寸法不良、せん断面不良を招くだけです。高速化にあたっては型材、表面処理、潤滑剤、被加工材について十分な検討が必要です。
FBプレスの高速化に対応するためには、FB型は耐摩耗性、耐圧縮性に優れた材料を使用することはもちろんですが、潤滑と被加工材の変形抵抗の低減が重要となります。
潤滑剤は被加工材と金型間の潤滑作用のほか、被加工材の発熱を抑える役割があり潤滑剤の確実な供給は特に重要です。
被加工材の変形抵抗を下げ金型への負荷応力を軽減するためには、摩擦係数を下げる表面処理が有効です。
不二工機製造(FS WORKS)のFB型には潤滑油切れ対策と負荷応力軽減対策が織り込まれています。
- 潤滑油切れを防ぐためのオイルポケット、油溜を設けています
- FB順送型では、型内から潤滑油を供給する方法も採用しています
- 負荷応力の高い箇所は、高強度な型材に表面処理を施した部品を使用できるように、インサート化されています
- 型材、熱処理、表面処理は弊社ネットワークを通じて最適なものを選択しています
不二工機製造(FS WORKS)の精密金型
不二工機製造(FS WORKS)では1966年の創業以来、精度要求の厳しい自動車業界で500型以上の高精度な金型を供給してきました。
1981年に対向ダイス型を設計・製作して以降、FB型を主力とし、トランスファー型、順送型でも多くの実績があります。
いずれの型も社内設計標準および客先型仕様に準拠した、合理的な設計となっております。
図物一致で組付け精度の高い金型および金型部品を提供しております。
高精度な精密金型の製作をご検討の方は、お気軽にお問合せください。
参考文献
1993年金属プレス2月号 ファインブランキング加工の変遷P26~P32 森鉄工㈱ 林一雄
1986年金属プレス10月号 ファインブランキング加工の変遷1 P69~P78
ファインツールジャパン株式会社 林一雄
1986年金属プレス11月号 ファインブランキング加工の変遷2 P41~P49
ファインツールジャパン株式会社 林一雄
[写真引用] 1)~5)
1993年金属プレス2月号 ファインブランキング加工の変遷 P27~P29
森鉄工㈱ 林一雄
この記事をシェアする
 Facebook
Facebook X(旧Twitter)
X(旧Twitter) LINE
LINEこの記事を書いた人
- 2026年7月16日NEWS夏季休業
- 2026年7月14日NEWS清掃活動
- 2026年7月8日ブログファインブランキング縦順送加工とは(前編)
- 2026年4月21日NEWS不二工機製造(FS WORKS)紹介動画
 053-441-5566
053-441-5566