

金型部品とは?種類の解説から標準品・特注品の選定・製作・補修のポイントまで
-1024x768.jpg)
金型は、型の形状を製品に転写することで大量生産を可能にする技術であり、製造業においては欠かせません。しかし、金型を構成する金型部品は、使用年数が経つとどうしても消耗してしまうため、補修や交換が必要になります。
ただし、金型の特性や使用状況にあった金型部品を選定・製作しなければ、金型寿命の短縮や製品不良を起こしてしまいます。
そこでこの記事では、製造業の工場の購買担当および生産設備担当の方々に向け、金型部品の種類、選定・製作・補修のポイントをお伝えします。
目次
金型部品とは金型を構成するパーツのこと
金型部品_不二工機製造(FS-WORKS)-1024x798.jpg)
▲より精度の求められるファインブランキング金型部品
金型部品とは、金型を構成している部品の総称です。金型の精度が製品の品質に影響するため、金型を構成する金型部品にも高い精度が求められます。とくに主要部分に用いる金型部品は、一品物を特注しなければいけない場合がほとんどです。
成形する素材や加工方法によって金型の構造が異なるため、金型の構造によって構成される金型部品も変わります。そこでまず、以下に金型の分類と金型部品の種類を解説します。
金型はダイとモールドに大別される
金型部品は、金型の構造によって種類が異なり、金型の種類は主にダイ(die)とモールド(mold)の2つに大別されます。
_不二工機製造(FS-WORKS)-1024x724.png)
▲ダイのイメージ
ダイはdice(読み方:ダイス、サイコロのこと)の単数形で、「四角いもの」という意味です。そこから、箱型形状を持つ金型のことをダイと呼ぶようになりました。ダイは主に、薄手の金属板をプレス加工する際に用いる金型のことをいいます。
そこから派生し、破断のない平滑なせん断面を得られるファインブランキング型や、金属の塊を叩いて成形する鍛造型、金属以外のシート材用プレス型などを含むようになりました。抜き加工のほか、曲げや絞り、圧縮などの加工を可能とします。
▲モールドのイメージ、引用:一般社団法人日本金型工業会ホームページ「金型ってなに?」のページより
モールドとは、液状化した素材を型に流し込んで冷やし固める製法・金型のことをいいます。代表的なモールド金型は、プラスチックを成形する金型であり、ほかにガラス成形型やゴム成形型、溶かした金属を流し込んで固めるダイカスト型、鋳造型、金属の粉を圧縮して固める粉末冶金型などが含まれます。
金型部品は加工(刃具)部品と補助(ガイド)部品、周辺部品からなる
金型部品は、ワークに直接作用する加工(刃具)部品と、加工を補助する補助(ガイド)部品、周辺部品の3つに大別されます。ここでは、ファインブランキング加工用の精密金型を例に、ダイを代表するプレス打抜き用金型の構造および金型部品を解説します。
プレス加工用金型の構造と金型部品
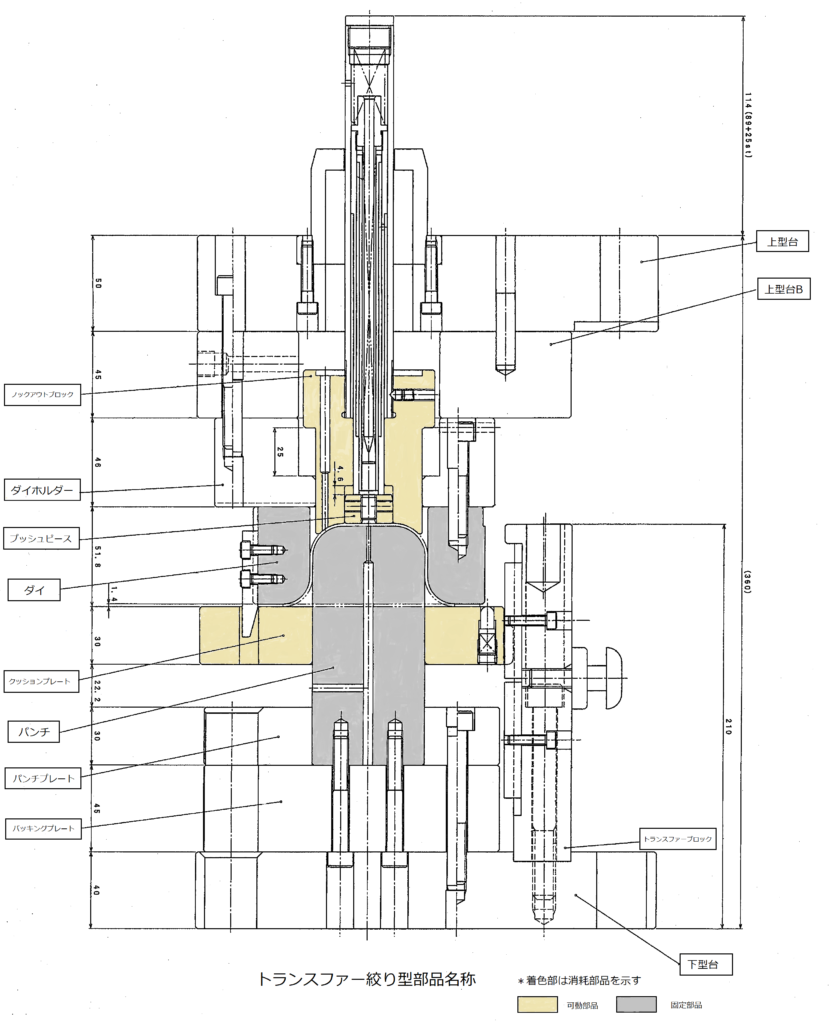
金型の図面_着色部品名称_不二工機製造(FS-WORKS)-1024x725.jpg)
▲ファインブランキング型の構造と部品名称
プレス打抜き加工用と絞りの金型部品について、刃具部品はパンチとダイで構成されます。補助部品には、加工が終わったワークを型から押し出すためのノックアウト、材料抑えとなるストリッパやクッションプレートなどがあります。
金型部品の精度が金型の寿命やワークの加工精度に関わる
-992x1024.jpg)
良品を生産できる金型を作るためには、図物一致で高精度な金型部品を製作することが重要です。図物一致の部品を実現することで、微調整なく金型を組付けられ、生産をスムーズに開始できるためです。
また、高精度な金型部品を使用することが、生産中のトラブルや不具合を減らして金型の寿命を延ばすことにもつながります。
並行度、直角度、輪郭度、ノック径とピッチ精度、位置度、面粗さといった項目を要求精度内に納めなければいけません。また、経年変化が少なく安定した型寿命を得るために型材に対して適切な熱処理がされていることが重要となります。
金型には、多くの部品が組付けられています。主要部品の精度が金型の組付け精度やワークの精度を決めるため、図物一致の金型部品を作ることが重要です。
金型の部品_不二工機製造(FS-WORKS)-1024x512.png)
▲(左)ファインブランキング型ダイ 材質DC53 形状部輪郭度0.01 面粗さ3.2z (右)ファインブランキング型メインパンチ 材質HAP10 表面処理TUFC(PVD)形状部輪郭度0.01面粗さ3.2Z
たとえば、ファインブランキング金型のメインパンチとダイの形状部は主に型彫り放電加工(ED)やワイヤ放電加工(WD)で加工をします。ただし、ED、WDでは溶融再凝固層やマイクロクラックなどの変質層が存在し、変質層が残ると刃先の破損の起点となるため除去が必要となります。以前は手作業で変質層を除去していましたが、複雑形状では形状を崩してしまうのが課題です。
そのため現在では、ED、WDの加工条件の最適化で加工変質層を最小に抑え、エアロラップやエクスツルードホーンで仕上げることが多くなっています。
またファインブランキング金型のダイの刃先Rも以前は手作業で加工していましたが、複雑な形状に均一なRを付けることは難しいのが課題でした。
そのため現在は、高速マシニングセンターやWDのテーパーカットでRや面取りを行い、その後ツールマークやWD加工変質層除去のためエアロラップで仕上げるようになっています。
金型部品の選定・外注方法
金型部品には、市販されている標準品を用いられる部品と、内製・外注すべき特注品とがあります。それぞれの選定・外注方法をお伝えします。
金型部品の標準品はネットやカタログで発注できる
-1024x549.png)
▲パンチのJIS規格表(左)とダウエルピンのJIS規格表(右)
市販されている金型部品を利用することで、金型製作のコスト・工数を削減したり、使用機器の種類を少なく収められたりします。たとえば、ボルトやコイルばね、ガイドポスト、ブシュ、ダウエルピンといった周辺部品は、標準品を用いても問題ありません。
いずれの標準品も、JIS規格やカタログに載っているものは、市販品をそのまま使用できます。設計時に購入品を指定されることが多数ですので、型番・規格に応じて発注をかけます。
発注はインターネット上でできることがほとんどであり、規格があっていれば発注を間違うこともほぼありません。標準品をベースに使い、追加工でオリジナルの金型部品を製作することにより納期短縮、コストダウンも可能です。
金型部品の特注品は内製または信頼できるメーカーへ外注する
-1.webp)
とくに精度が必要な主要部品については、特注品を内製または外注しなければいけません。たとえば、加工部品(刃具)や板押さえ、丸もの、ピンなどでも標準品にないものは特注品が必要になります。
特殊な機械加工が必要な場合や生産が間に合わない場合などは、メーカーに発注します。外注先の選定においてもっとも重要な判断材料は、図物一致の製作が可能かどうかです。保有設備や取引先、製作実績、ISO取得の有無といった情報をホームページなどで確認し、判断しましょう。品質保証体制も重要な確認項目です。
メーカーへの発注時は、紙図面だけでは読み取れない情報があるため、3D CADデータも提供できるとベストです。3D CADデータが用意できないときでも、類似品の製作実績があるメーカーや、図面の不備があった際にアドバイスをもらえるメーカーであれば安心でしょう。
-1024x549.png)
▲(左)絞りダイ SKD11 C-Tic (右)絞りパンチ SKD11 C-Tic
寸法精度を実現するためには、素材や前後工程まで熟知した技術力が欠かせません。上の写真では、面粗さ0.4z、寸法公差±0.01を実現しました。
▲トランスファーの絞り型のイメージ
形状部NL加工後、手作業でツールマークを完全に除去し0.1z~0.4zにラップしたうえで表面処理を施しています。CVD加工は熱変寸が大きいため、変寸量を見越して処理前寸法を決定することが重要となります。
金型部品の組付けと調整には専門技術が必要?
金型は、消耗部品の修正・交換を繰り返しながら、長年使うツールです。そのため、部品交換の都度調整が必要な金型では生産性が悪く、製品品質も安定しません。
近年では、部品交換のみで初期性能に復旧できる再現性の良い図物一致の金型が求められています。不二工機製造(FSWORKS)においても単品部品・100分台レベルの図物一致を実現することで、組付に熟練や経験を必要としない、調整なしに組付けできる金型を提供しています。
一方、トライ後の肉盛り修正を行う自動車外板のプレス型や、部品点数が多く微細な超硬部品が多い高精度なリードフレーム型やモータコア型などは、組付けや調整に熟練と経験が必要となります。
図物一致の金型であっても金型予備部品が図物不一致の場合、組付かなかったり、製品や金型の不具合が発生したりします(製品のバリの偏り、せん断面不良、製品形状不良、パンチ・ダイの異常摩耗、欠けなど)。そのため、高精度な金型ほどイニシャルの金型だけでなく予備部品の製作も信頼のおけるメーカーへ発注しましょう。
金型部品の補修とメンテナンス方法
金型の寿命を延ばし、高精度な加工・成形を長く行えるようにするためにも、金型部品は適切なメンテナンスが必要です。たとえば、何kNtという負荷がかかるプレス金型は、加工部であるパンチ・ダイが消耗してきます。
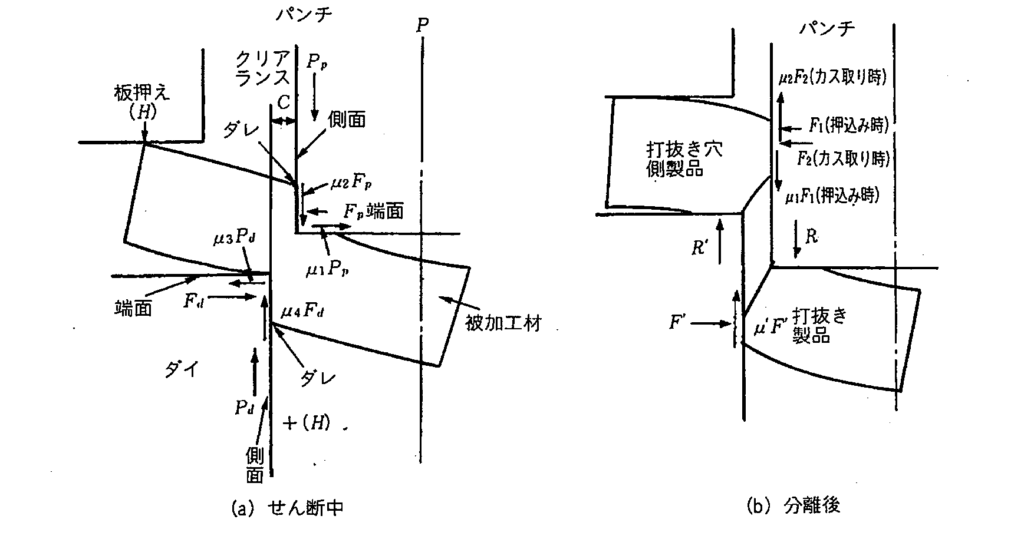
▲パンチ、ダイが被加工材に作用する力(参照:1991年プレス技術 第29巻第12号 新プレス加工データブックより)
摩耗は初期摩耗にはじまり、定常摩耗、異常摩耗へと進行しますが、金型部品の修正研磨は定常摩耗の領域で行います。修正研磨や部品交換の判定基準はカエリ高さ、寸法精度、せん断面長さなど、要求される製品品質に依存することになります。

▲切刃摩耗の模式図(参照1991年プレス技術 第29巻第12号 新プレス加工データブックより)
修正研磨や部品交換時期はワークや金型部品を目視で決めていましたが、近年では荷重センサーや加速度センサーで計測する場合も増えてきました。今まで見えていなかった加工点で起きている現象を細かく分析し、分析結果をもとに正常なデータと比較することにより、金型内の異常(摩耗、欠け、割れ)を検知する方法が実用化されています。
まとめ
金型部品とは、金型を構成している部品の総称です。金型の精度が製品の品質に影響するため、金型を構成する金型部品にも高い精度が求められます。
一方で、標準品も増えてきたため、周辺部品などは市販品を用いても問題ありません。主要部品など、金型の特性や使用状況にあった金型部品を外注する際は、保有設備や実績をよく見て信頼できるメーカーへ発注しましょう。
また、ワークに直接作用する金型部品や動作負荷のかかる金型部品は消耗しやすくなります。日ごろのメンテナンスや定期点検を行うようにしましょう。
FSWORKSの金型部品技術
不二工機製造(FS WORKS)では主に、ファインブランキング型をメインに順送型、トランスファー型、単発型で500型以上の設計・製作の実績があります。精度要求の厳しい自動車業界で培った図物一致の技術力を活かし、金型部品の製作をはじめ金型・治具の改良、スポット加工に対応しております。
いずれの製品も社内設計標準および客先型仕様に準拠した合理的な設計となっております。高精度な工作機械で製作された金型部品は単品で精度確認を行っているので、現合調整のない高精度で再現性のよい金型部品・金型を提供します。
金型部品の見積もり・発注をご検討の方は、お気軽にご相談ください。
不二工機製造株式会社(FSWORKS)の各種部品加工・金型補給部品はこちら。
この記事をシェアする
 Facebook
Facebook X(旧Twitter)
X(旧Twitter) LINE
LINEこの記事を書いた人
- 2023年11月24日ブログ治具とは何か?定義や種類、役割、メリット、選び方・製作事例を紹介
- 2023年11月21日ブログ金型部品とは?種類の解説から標準品・特注品の選定・製作・補修のポイントまで
- 2023年9月1日NEWSホームページリニューアルのお知らせ
 053-441-5566
053-441-5566